─ß²ł▓─┴Ž│╔ą═ąį─▄
1.ĮY(ji©”)Š¦┴ŽŻ¼╚█³c(di©Żn)▌^Ė▀╚█╚┌£žČ╚ĘČć·šŁŻ¼¤ßĘĆ(w©¦n)Č©ąį▓ŅŻ¼┴Ž£ž│¼▀^(gu©░)300Č╚Īó£■┴¶Ģr(sh©¬)ķg│¼▀^(gu©░)30min╝┤ĘųĮŌĪŻ▌^ęū╬³Ø±Ż¼ąĶĖ╔į’Ż¼║¼╦«┴┐▓╗Ą├│¼▀^(gu©░)0.1%ĪŻ
2.┴„äė(d©░ng)ąį║├Ż¼ęūęń┴ŽĪŻę╦ė├ūįµiĢr(sh©¬)ćŖūņŻ¼▓óæ¬(y©®ng)╝ė¤ßĪŻ
3.│╔ą═╩š┐sĘČć·╝░╩š┐s┬╩┤¾Ż¼ĘĮŽ“ąį├„’@Ż¼ęū░l(f©Ī)╔·┐s┐ūĪóūāą╬Ą╚ĪŻ
4.─Ż£ž░┤╦▄╝■▒┌║±į┌20-90Č╚ĘČć·ā╚(n©©i)▀x╚ĪŻ¼ūó╔õē║┴”░┤ūó╔õÖC(j©®)ŅÉą═Īó┴Ž£žĪó╦▄╝■ą╬ĀŅ│▀┤ńĪó─ŻŠ▀Ø▓ūóŽĄĮy(t©»ng)▀xČ©Ż¼│╔ą═ų▄Ų┌░┤╦▄╝■▒┌║±▀xČ©ĪŻśõ(sh©┤)ų¼š│Č╚ąĪĢr(sh©¬)Ż¼ūó╔õĪó└õģsĢr(sh©¬)ķgæ¬(y©®ng)╚ĪķL(zh©Żng)Ż¼▓óė├░ūė═ū„├ō─Żä®ĪŻ
5.─ŻŠ▀Ø▓ūóŽĄĮy(t©»ng)Ą─ą╬╩Į║═│▀┤ńŻ¼į÷┤¾┴„Ą└║═Ø▓┐┌│▀┤ń┐╔£p╔┘┐s╦«ĪŻ
 ┬║╬„Š█╦─Ę·ęꎮ╣▄
┬║╬„Š█╦─Ę·ęꎮ╣▄ ┬║╬„─ß²ł▄ø╣▄
┬║╬„─ß²ł▄ø╣▄ ┬║╬„─ß²łÜŌųŲäė(d©░ng)╣▄┬Ę┐é│╔
┬║╬„─ß²łÜŌųŲäė(d©░ng)╣▄┬Ę┐é│╔ ┬║╬„╚╝ė═▌ö╦═╣▄┐é│╔
┬║╬„╚╝ė═▌ö╦═╣▄┐é│╔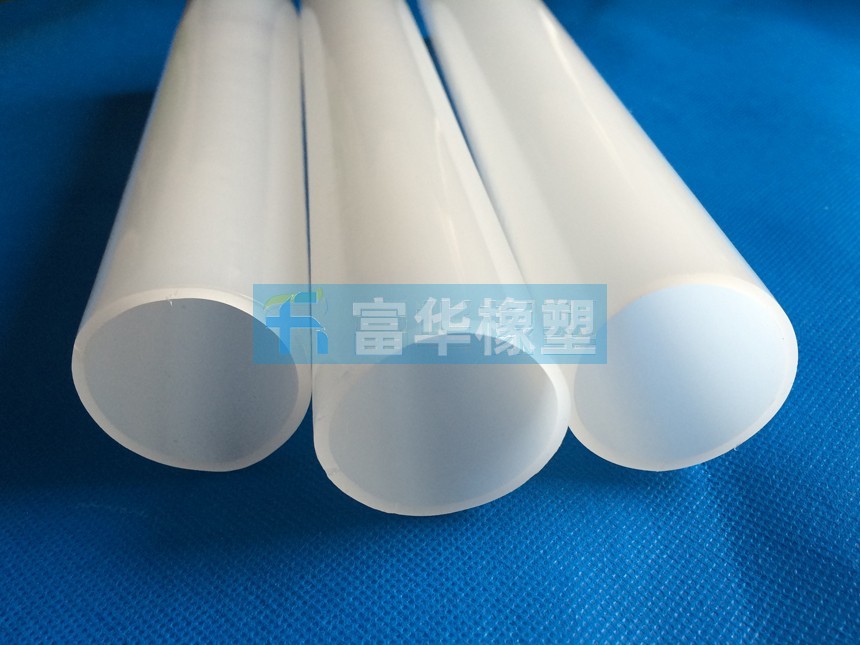 ┬║╬„Š█ęꎮPE╣▄
┬║╬„Š█ęꎮPE╣▄ ┬║╬„Š█▒¹Ž®PP╣▄
┬║╬„Š█▒¹Ž®PP╣▄ ┬║╬„─ß²ł▓╩Śl╣▄
┬║╬„─ß²ł▓╩Śl╣▄ ┬║╬„└wŠSį÷ÅŖ(qi©óng)Ė▀ē║śõ(sh©┤)ų¼╣▄
┬║╬„└wŠSį÷ÅŖ(qi©óng)Ė▀ē║śõ(sh©┤)ų¼╣▄ ┬║╬„ļŖ└|┬▌ą╬╣▄
┬║╬„ļŖ└|┬▌ą╬╣▄ ┬║╬„┬▌ą²ūo(h©┤)╠ū
┬║╬„┬▌ą²ūo(h©┤)╠ū ╝Į╣½ŠW(w©Żng)░▓éõ 13110202001039╠¢(h©żo)
╝Į╣½ŠW(w©Żng)░▓éõ 13110202001039╠¢(h©żo)